


在工業生產領域,主要的球化劑類型有鎂硅系合金、稀土鎂硅系合金、鈣系合金(日本用的較多),鎳鎂系合金、純鎂合金、稀土合金(分別是以鈰、鑭為主的輕稀土和以釔為主的重稀土)等。這些合金中目前世界上用的很為廣泛的是稀土鎂硅鐵合金,除此之外還衍生出單一輕稀土球化劑(以鈰、鑭為主)、單一重稀土球化劑(以釔為主)、含鋇球化劑、含銻球化劑、含鉍球化劑、含銅球化劑等。
球化劑是生產球墨鑄鐵必不可少的重要材料,其品質好壞直接影響所生產的球墨鑄鐵的質量,如鑄件球化率、石墨球大小,以及鑄件產生縮松、氣孔、夾渣的傾向等。在球墨鑄鐵的生產中,只有充分了解球化劑中各種元素的作用,然后根據實際生產條件、鑄件的技術要求,合理選擇并正確使用球化劑,才能保證生產出高品質的球墨鑄鐵。
一、球化劑中的元素以及特性
目前普遍采用的稀土鎂硅鐵球化劑,其中含有元素鎂、稀土、鈣,還有一定的鐵、硅,以及少量的錳、鋁、鈦等。球化劑的成分與球化處理方式、鐵液條件等有關。本文以使用很普遍的稀土硅鐵鎂球化劑為例進行分析。
1.球化元素的含量
球化元素就是能把鐵液中的片狀石墨轉化為球狀石墨的元素。化學周期表中幾乎所有元素的轉化能力都被進行了研究。后來認為鎂是主要的球化元素,此外某些情況下鈰、鑭、鈣、釔也能用作輔助的球化元素。
球墨鑄鐵件中球化元素的殘留量與鑄件的大小、壁的厚薄以及原鐵液的硫含量有關,要保證石墨成球以及球化的穩定性,有效殘留鎂量應>0.030%。為了保證鎂有必要的回收率, 鎂合金球化劑的鎂含量常低于10%。在選擇球化劑的含鎂量時,一般高溫球化鐵液時(1500~1550℃)選用Mg稍低點的球化劑(鎂5%~6%),低溫球化鐵液時(1400~1450℃)選用Mg稍高點的球化劑(鎂6%~8%),這樣可以控制球化反應的平穩性,獲得合適的殘留鎂量。在實際生產時,在溫度差別不是很大時,車間為了操作方便,往往不會這么嚴格地區分,一般采用合理覆蓋球化劑,控制加入量的方式,來控制球化爆發的平穩性,以獲得合適的殘留鎂量。
稀土元素球化能力次于鎂,國內球化劑中的稀土含量一般分為高量(7%~9%) 、中量(4%~6%)和低量(1%~3%)三檔。相比之下國外球墨鑄鐵大量使用電爐熔煉,采用脫硫工藝,所以主要采用低Mg(2.5%~6.0%)低RE(<2.0%)的球化劑。因而球化反應平穩,球墨圓整度較高。
稀土有輕稀土和重稀土之分,國內生產普通球墨鑄鐵主要以鈰(Ce)、鑭(La)為主的輕稀土球化劑,但是隨著對重稀土的不斷研究,其在厚大斷面球鐵中已經開始使用,而且使用效果良好,可以有效地克服厚斷面大型球墨鑄鐵件易出現球化衰退、斷面敏感性強、斷面中心部位力學性能低等問題。
鈣一般在球化劑中是限量元素,適量(電爐用一般采用2%~3%Ca)可以控制球化劑在鐵液中的吸收與反應速度。但是要注意過量的鈣,不僅球化劑熔化慢,而且還會導致石墨向蠕蟲狀發展,尤其是大斷面球墨鑄鐵,因此在大斷面球鐵生產中一定要注意球化劑中鈣的控制,球化劑中的鈣低還有一個直觀反映是球化后澆包里面渣子少。
鋇在球化劑中是為了發揮稀土、鎂、鈣元素的協調作用,降低稀土和鎂的含量,使球化效果更好。鋇作為石墨化元素與鎂一起可降低鎂在高溫下的蒸汽壓,提高鎂的吸收率,增加單位體積球墨鑄鐵的石墨球數,強化孕育的效果,抑制碳化物的形成。
2.鐵、硅的含量
硅和鐵是球化劑中的基本成分,是熔煉合金時配入的,改變它們的含量能調整球化劑的密度和熔點。稀土鎂硅鐵球化劑中的硅一般在40%~50%,熔點為1220℃,Si低、Fe高則熔點升高,密度增大。Si過于低(Fe必高),球化劑難以熔解,而且這種球化劑在熔煉時,終點溫度高,Mg的燒失較大,所含MgO量可能較多。當需多用球墨鑄鐵回爐料時,宜使用壓制的低Si 或“無Si”球化劑。
二、球化劑的品質要求
球化劑的品質是決定球墨鑄鐵能否穩定生產的一個重要因素。優質球化劑必須具備:化學成分穩定,波動小;合金純度高,MgO含量低;合金組織致密;粒度分布均勻合理等。
1.化學成分
球化劑的化學成分要做到穩定波動小,否則會嚴重影響球墨鑄鐵生產的質量穩定性。成分中尤其要注意Mg、RE的波動值。國標規定各個牌號中Mg、RE的含量允許偏差為±1%。評價球化劑的首要內容是該球化劑中Mg、RE實際含量偏離名義含量的幅度大小。一般好的球化劑,偏差應控制在±0.2%~±0.3 %。在這里需要說的是球化劑廠家供應的球化劑中的RE類型以及比例是否穩定可靠,對于球墨鑄鐵生產廠家來說很重要。比如某廠曾作過對比試驗,球化劑僅RE不同,分別為單一Ce和Ce+La,結果含Ce+La的石墨球數明顯增多,縮松傾向減小。
2.MgO含量
球化劑中的球化元素必須是活性的。如果它們被氧化或硫化,將失去球化能力。因此在生產球化劑時,要避免球化元素被氧化或被硫化。氧化、硫化程度越強,球化劑的球化效果越差。因而在生產球化劑時,對球化劑中MgO的含量要給予特殊的注意。
1993年新國標中規定MgO<1%,但是根據許多優質球化劑廠家生產的球化劑MgO檢驗結果,以及球墨鑄鐵生產廠家的實際使用來看,MgO控制<0.50%可以獲得需要的有效鎂量,有利于球化質量的穩定性。清華大學的盛達認為,球化劑中的氧化鎂含量隨鎂的變化而變化的,用單一1.0%的氧化鎂含量控制所有球化劑是不適當的,控制指標應改為MgO%/Mg%≤0.1+0.02。
3.斷口密實程度
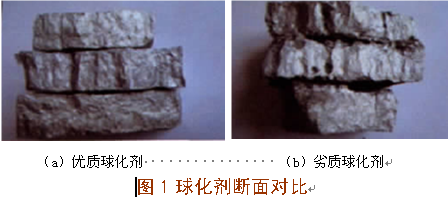
觀察球化劑斷口, 可以直觀分辨球化劑的優劣。優質球化劑色灰蘭略黃,斷口組織致密,斷口呈金屬光澤(見圖1a),劣質球化劑斷面致密性差,有氣縮孔、夾渣等異物,斷面灰暗(見圖1b)。
合金錠斷口要致密,不要出現大范圍縮孔、氣孔和夾渣,否則合金的密度會降低。合金的致密度降低,合金未熔化前已漂浮到了液面,爆發激烈,不僅影響球化質量,而且也影響安全。
4.粒度和密度
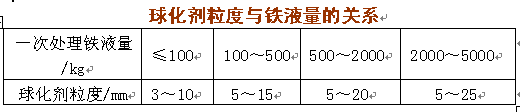
球化劑的粒度是影響反應速度的一個重要因數,需要經過用戶允許。球化劑粒度大小主要與一次處理的鐵液量有關(見附表)。此外還與鐵液包形狀、球化劑覆蓋程度,以及鐵液溫度等諸多因素有關。一般而言,粒度過大易引起早爆和漂浮;粒度過小, 在鐵液溫度不足時,極易結死包底。以上兩種情況,都影響球化劑收得率,影響球化的穩定性。注意尺寸太小特別是粉狀球化劑在生產中是不能應用的。一般情況下,超標的球化劑量應小于10%。
球化劑密度大小直接影響球化元素的收得率。球化劑密度小,則在鐵液中上浮速度快。浮在鐵液表面的球化劑,鎂的氣化及氧化燒損增加,特別是鐵液溫度高、球化劑密度又小時,極容易產生球化衰退。
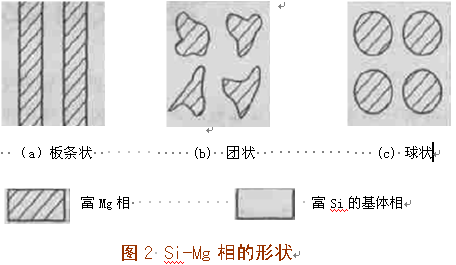
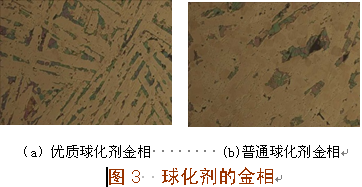
此外有人提出,可以把球化劑的相作為球化劑品質檢驗依據之一。球化劑作為一種中間合金其化學成分、熔煉工藝、合金錠的冷卻速度與球化劑的金相之間有對應關系,金相組織不同,其使用性能就會不同(主要是指爆發反應的激烈程度)。球化劑中的Si-Mg相的形狀很多,一般可以分成3大類:團狀、球狀和板條狀,如圖2所示。其形狀、大小、數量及分布直接影響Mg在鐵液中的釋放行為。在實際使用過程中,我們發現同一成分的球化劑在使用和金相上都有區別,圖3是球化劑的金相對比。但是目前遇到的主要問題是沒有試樣制備及金相評定的相關規定。
三、球化劑的使用經驗
在球墨鑄鐵生產中,只有充分了解球化劑中各種元素的作用,然后結合實際生產條件、鑄件的技術要求,才能合理選擇球化劑。下面以我公司中頻爐熔煉的鐵液為例分析。
中頻爐熔煉的鐵液硫一般都比較低(<0.03%),我公司由于采用的是優質生鐵以及大量使用廢鋼,所以鐵液含硫量更低(0.01%~0.02%)且鐵液雜質干擾元素少。在生產薄鑄件(<50mm)時,選用含wMg=5%~5.5%、wRE=1.5%~2.0%的球化劑,生產中等厚度鑄件(50~100mm)時,選用含wMg=5.5%~6.0%、wRE=1.0%~1.5%的球化劑,生產厚大鑄件(100~150mm)時,選用含wMg=6.0%~6.5%、wRE=0.5%~1.0%的球化劑(根據情況可以配入部分重稀土球化劑)。
在實際生產中我們發現在生產中等厚度鑄件(50~100mm)和厚大斷面球鐵(100~150mm)中,輕稀土wCe有時超過0.006%,其很厚熱節心部就會出現碎塊狀石墨,厚大斷面更嚴重,在這種情況下我們往鐵液中加入微量銻或鉍就可以避免出現碎塊狀石墨,而且石墨球會細化,球化率也會相應提高。
雖然選擇一種適宜的球化劑是很重要的,但是要穩定地生產符合質量要求的球墨鑄鐵件,這不是單個的因素,而是一個系統工程,還需要重視以下事項:
(1)獲得S、O 含量低且穩定優質的原鐵液。
(2)確立適宜的球化劑加入量和球化元素殘留量。
(3)選擇合理的鐵液化學成分。
(4)正確的球化孕育處理工藝。
以常用的沖入法球化處理為例,在出鐵時鐵液要快且不能直接沖向合金。處理包的高度一般為其直徑的1.5~2倍,不能采用粗矮狀包,包的底部應設有堤壩或者凹坑,里面的空間能夠放置所有緊實后的球化劑和覆蓋材料。出爐溫度要合理,在保證澆注溫度的前提下,盡量降低球化處理溫度。盡量縮短裝球化劑與球化處理之間的時間以及轉運澆注時間,從而保證在球化過程中穩定的獲得需要的殘余球化元素,防止出現球化不良以及球化衰退。孕育劑成分需要嚴格篩選、合理搭配,要具有高效長效,保證良好的孕育效果和抗衰退性能。孕育劑隨出鐵鐵流均勻緩慢加人,加入時間應占全部出鐵時間的70%以上。
四、結語
球墨鑄鐵的穩定生產除了選擇合適的球化劑以及保證球化劑的質量外,還需要會正確的使用球化劑,才能保證生產出穩定的球墨鑄鐵件,這是一個系統工程,具體總結以下幾點。
(1)優質的原鐵液是穩定生產高品質球墨鑄鐵的基礎。
(2)合適成分的高品質球化劑是生產球墨鑄鐵的關鍵。
(3)正確的球化孕育處理工藝是保證。









 豫公網安備41052202001349號
豫公網安備41052202001349號